Objectives
- Become familiar with:
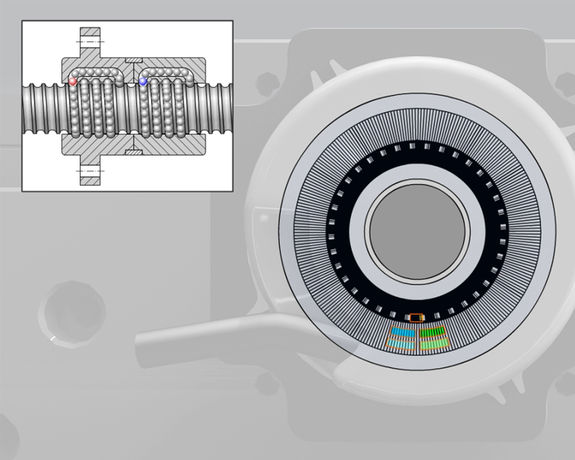
- Mechanical components of a machine tool
- Electronic components of a machine tool
- Types of controls and principle of control
- Commit to memory:
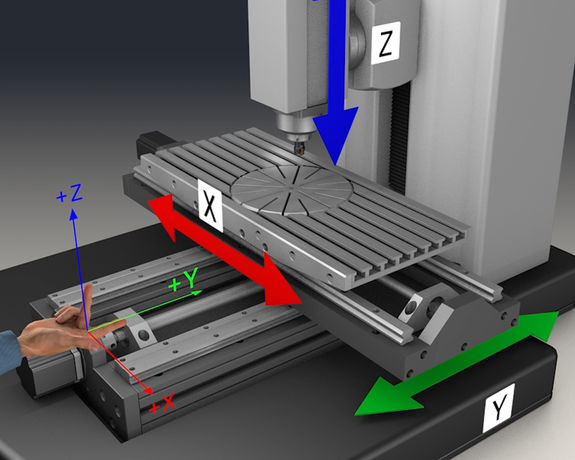
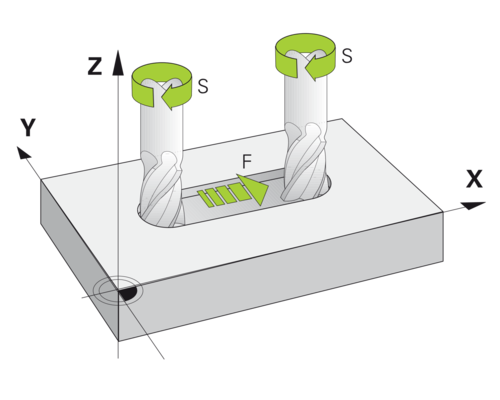
- Axis designations and axis directions
- Presets
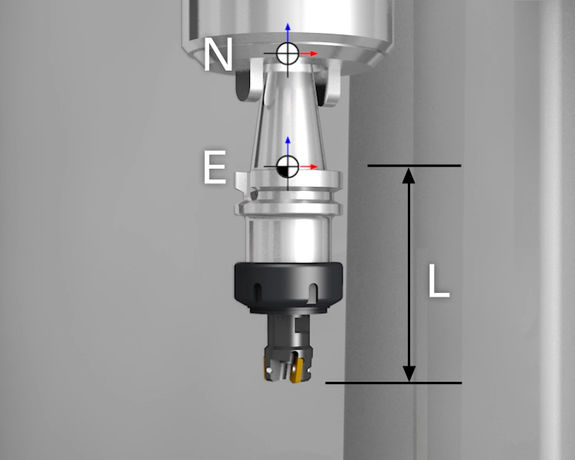
Activating presets:
Multiple-choice questions:
For each question, only one of the answers is correct.

This button removes one of the wrong answers.
Only use the solution button for questions that, if you cannot answer them, would prevent you from continuing by yourself.
The use of the solution button is evaluated as an error.
Each error increases the error counter by one.![]()