Technological fundamentals
Properties
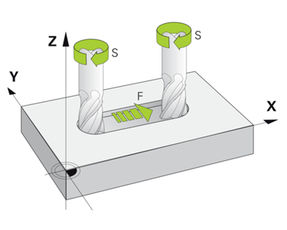
In climb milling, the rotation of the cutter is in the same direction as the relative feed motion of the workpiece.
When the cutting edge comes into contact with the workpiece, it removes chips with a large thickness. With the rotation of the cutter, the chip thickness at this cutting edge decreases. When the edge leaves the material, the chip thickness is zero.
In up-cut milling, the relative motion of the workpiece to the tool is in exactly in the opposite direction as the rotation of the cutter.
When the edge comes into contact with the workpiece, the chip thickness is zero. The cutting edge glides along the workpiece surface until the minimum chip thickness required for chip formation is reached. Only then, the cutting edge will bite into the material. The chip thickness increases with the cutter rotation and reaches its maximum value when the cutter leaves the material.

Advantages and disadvantages
Up-cut milling causes hardening of the workpiece surface and a higher rate of tool wear compared to climb milling.
Climb milling produces smoother surfaces than up-cut milling.
Climb milling permits a higher feed rate and higher cutting speed for the same tool life.
Tip
Often, it is advantageous to prefer climb milling to up-cut milling.
Exceptions to this rule are the machining of plastics or cast workpieces.
Introduction
Depending on the workpiece material, its properties may vary, e.g. they are soft or hard, tenacious or brittle, or stainless.
The machining of such materials, requires, due to their properties, the use of suitable tools with respect to tool geometry, tool cutter material, and coating of the cutting edge.
Manual
The tool manufacturer will help you select the appropriate tool. For recommendations on the cutting values, please refer to the associated tool descriptions.
The control provides several methods for cutting data input. In addition, a cutting data calculator is available.
Calculating the cutting data
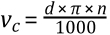
Cutting speed
The cutting speed vc (m/min) indicates the speed at the tool diameter during milling.
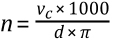
Spindle speed
You can calculate the spindle speed per minute n (rpm) based on the cutting speed used for the machining operation.
Feed per tooth
The feed rate per tooth fz (mm/tooth) is a feed value you will often find in tool catalogs for milling cutters.
Using this value together with other data, you can calculate the feed rate.

Feed per revolution
The feed rate per revolution fn (mm/U) is a feed value you will often find in tool catalogs for drilling tools.
Using this value together with other data, you can calculate the feed rate.

Feed rate
The feed rate vf (mm/min) is the actual velocity of the tool or workpiece.
